Case Studies
Card Equipment/Printing
By Suren Petrosyan
Nowadays, there are many distinctions, process definitions, raw materials, inks, security features, design, applications, and standards that define countless variations on the basic concept of the plastic card manufacturing equipment. Although, the manufacturing process itself in general, stayed the same, all of these features and technological advances demand more from the machine manufacturers not only to accommodate their production needs, but also have viable options for updates and upgrades for near future, as the market and consumer requirements are changing daily.
When we talk about plastic card manufacturing process, we talk about the following processes and machines:
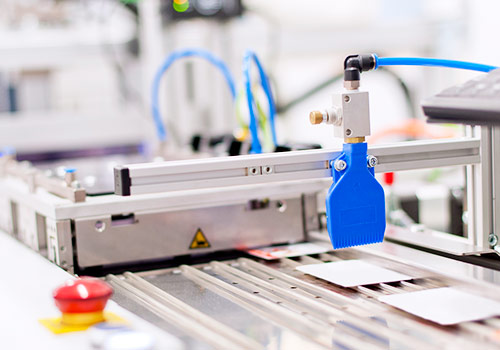
Printing
Printing, being one of the most important processes on the line, where plastic core of the card is printed with text and graphics. There are variety of ways of printing plastic cores, but most common techniques are a combination of Offset/Litho and Screen printing. In Offset printing the inked image is transferred (or “offset”) from a plate to a rubber blanket, then to the printing surface. When used in combination with the lithographic process, which is based on the repulsion of oil and water, the offset technique employs a flat image carrier on which the image to be printed obtains ink from ink rollers, while the non-printing area attracts a water-based film, keeping the non-printing areas ink-free.
Offset printing inks are solvent or UV based and in the lamination process require use of adhesives or coated overlays to ensure proper bonding of all layers. Screen printing uses a woven mesh to support an ink blocking stencil that forms an open area of mesh to transfer inked image onto a substrate by moving a roller or a squeegee across force and transfer ink past the mesh in the open areas. There are many printing press manufacturers in the world, with different color options, size, speed, techniques. Which is the right press for you? The one that can best run your project at the best quality and price!
Sheet Collation
Sheet Collation Printing presses often limit the thickness of substrate core to be processed. Thus split core assembly will be used to produce the final card thickness and sheet collation equipments are used to bring the printed sheet(s) and/or overlay films together and into proper sequece. One of the most important aspects of the collators is the accuracy of the registrations between the cores, as well as with the overlay with magnetic tape, and proper bonding of the layers together for further processing (lamination.)
Lamination
Lamination helps protect printed surface and increases card strength. Lamination is often a bottleneck in the card manufacturing process. With new advances in the technolgy and right selection of the materials (low VICAT points) maxumum productivity can be achieved. Usually high ratio coplymer cores and films require less lamination time and discoloration. About technological advances, recently we at APMC incorporated Gap Filling and Spatially Variant Apodization (SVA) methods into lamination process to have better control and closed loop feedbacks to set point parameters (pressure, temperature, and time) of the lamination cycle, rather than simple reactive basis. In recent models of HCP-A100 we installed, Super SVA method was used for more precise control over the key processing parameters. Of course, additionally new materials and new technologies force new considerations in the fundamental process.
The latest advances in contactless applications or a presence of any electronics in the construction of the cards require counterbalancing the weights of the assemblies (books) and platens to minimize the force (pressure) on the enclosures until the materials have been softened for safer lamination process. Perfect lamination results – programmable recipe controlled hydraulic pressure ramp, precise temperature settings and times, flawless parallelism of the platens, counterbalancing the weights of books and platens, multiple steps in a single recipe, and production rates should be standard offers for lamination machines. Saying all of these, lamination process has become more predictable and controllable than before.

Typical Twin-Stack Laminator: HCP-A100
Edge-Cutting/Splitting Up to the lamination process, all the substrates have square edges, which is very important as some of the processes (i.e. printing) require straight leading and/or leaning edges. But due to the lamination, applied heat and pressure create some distortion and shrinkage in the materials, and if in subsequent operations there is a need for sheet registration, such as silkscreen signature panel printing, it will affect overall production rate and quality. For that reason, edge-cutting machines are essential for this purpose to trim the lay edges. Meanwhile, some of the machines take advantage of large sheet sizes to cut the sheets into 2 halves to a predetermined datum.
Card Punching
Card Punching is another bottleneck of the card manufacturing process. Nowadays, growing numbers of available materials, different shapes and sizes, and also applications requiring internal feature cuts bring new challenges to the punching process. Generally, card punching machines are fully automatic and are based on CCL or PLC. Usually card punching is done with hardened metal dies to insure accurate dimensions and compliant with the ISO standards. New requirements, cutout features raise the bars for newer die designs. Latest additions are progressive (to move a part through different tool systems to create additional features) and compound (multiple die systems incorporated into a single die and achieved desired results with a single cycle.) These additional features can be scoring, cutouts, etc. The latest addition to die cutting technology is the High Speed Servo-Punching systems.

Typical Servo-Punching Machine: CAR-5HS
There are many advantages of having servo control punches over hydraulic presses – speed, production rate, precise control over the press or die limits, material properties in contrast with press speed, OSHA regulations and clean room requirements, less consumables, etc. Another important aspects of these machines are also card collection, stacking, and sorting.
Card Inspection
Card Inspection became one of the significant additions in card production. Moving from hand inspection to image acquisition, computer analysis extracting data from images, determination of user defined criterias and parameters, sorting through acceptable and unacceptable cards are main ideas behind plastic card vision inspection systems. Card inspection machines are designed to scan the whole card, see the cosmetics, customer specifics, size constraints, print defects, scratches, lamination defects, color shifts, contrasts, voids, splatters and hickeys, dimensions and sizes. Card inspection systems give consistency in inspected cards, and keep shipped cards within the limits defined by the parameters and criterias against the chosen “golden sample.”
Hologram And Signature Panel Applications
Hologram And Signature Panel Applications or hot stamping applications, machines are designed to add security, anti-counterfeit measures, and authentication features on the cards. The holographic patterns and signatures panels, supplied in reels, are passed under the heated dies and pressed on the cards and transfer, affix them onto the cards. Parameters controlled in the process are the pressure of the stamping dies, dwell (the stamping time) and temperature of the dies. Some of the newer machines in card production have CCD cameras incorporated for position/location inspection and quality of the process. Overall, the process itself also depends on stamping dies, stripping properties, quality and integrities of the foils.
Milling And Chip Embedding
Milling And Chip Embedding machines are designed for cavity milling, chip embedding either by hot melt or cold glue process. Hot melt adhesive tapes are applied on the back of the chip tape either in the same machine or are prepared in advance. It is important to know the type of the adhesive tape used for a particular card material.
Steps in this process are as follows: cards are laid individually on the machine transport belts, and move through different stations for card orientation and thickness check; aperture milling and cleaning; cavity depth measurements and feedback to the milling head for “set” depth value control; chips are punched from the carrier tape and placed into the milled aperture and tacked, or if a cold glue process is used, then a glue (mostly cynoacrilate) is applied prior to chip insertion; by the means of heat, pressure, and dwell time the chip is fixed into the place; cold stamping die is used to remove the excess heat, affixing, and eliminate plastic’s deterioration due to the heat; video and chip height inspections; if the cards are used in GSM applications, then “plug-in” punching; chip initialization and/or personalization; printing/serialization. Some of these steps can be done on separate equipment for better and individual process control.
Personalization Machines
Personalization machines are used for customization of the cards through embossing and tipping – raising characters over the card surface and applying color over raised characters; encoding – recording magnetic stripe with card holders information; infill – engraving card validation and/or identification codes; printing – thermal or ink jet printing of graphics and personalization data; chip personalization – encodding individual electronic data into the chips; labeling – applying removable activation labels for individual card validation. Personalization is done in specialized service bureau departments, in-house or outsourcing, in highly secure facilities. It requires resources and necessary equipment for data processing – formatting and storing, encryption and data security, processing according and tailored to merchant requirments.
Fulfilment
Fulfilment is the last in card production. It involves letterhead, carrier insert printing, matching and verification of the carrier with the card(s) (magnetic stripe or a bar code required,) affixing of a personalized card onto the personalized carrier, and mailing – affixing appropriate postage and mailing. Again, this process is done in highly secure facilities with knowledgeable and specialized team. Some of these processes can be and are combined into a single machine with high accuracy and processing speeds.
In conclusion, the demand for all of these processes is moved from just being a manufacturing equipment to method of monitoring, controlling, and statistical analysis, direct feedback to AQL analysis and Sigma plots, to customer, supplier, and summary reporting and continuous improvement not just as a single process, but also as a manufacturing unit of the production process.